
18136197085
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 直击现场丨CCMT上海展位精彩播报,··· 2024-04-12
- 苏州斯曼克 | 致力于全方位为客户解··· 2024-03-30
- CCMT上海 | 4月8日-4月12··· 2024-03-30
- 苏州斯曼克企业及产品介绍 2024-03-22
- 干货 | 内窥镜 “柔性蛇骨”去毛刺··· 2024-03-22
- 【邀请函】斯曼克近期展会资讯恭迎莅临··· 2024-03-15
- 喜讯 | 捷报频传,感恩信任! 2024-03-09
- 不锈钢铸件磨粒流抛光 2023-11-25
- 半导体三角阀磨粒流抛光 2023-11-23
- 钨钢模具内壁镜面喷砂抛光工艺 2023-11-20
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
-
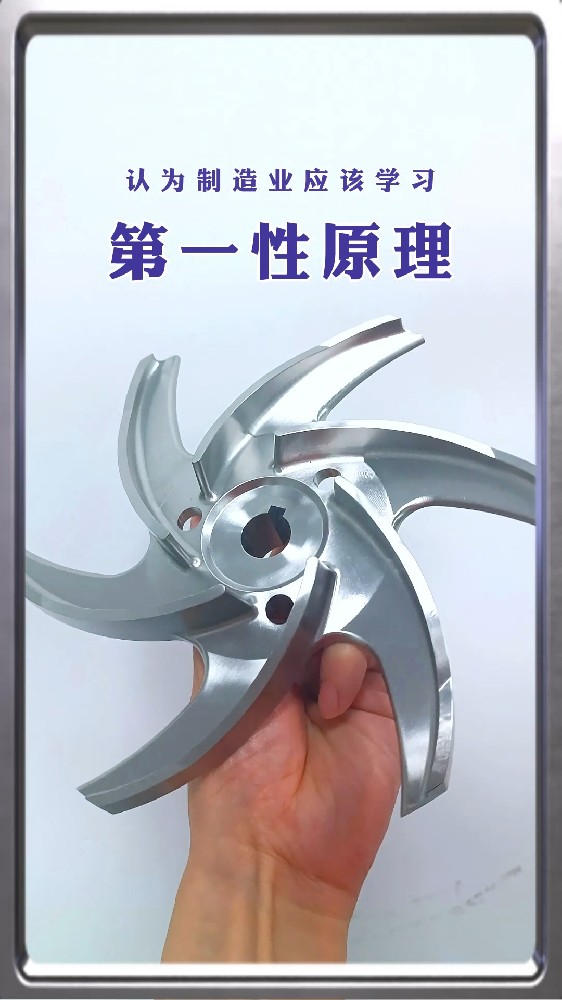
离心泵开式叶轮通过磨粒流工艺抛光后-叶轮表面光洁度大幅提高
信息标签: 2023-07-21
很多人都推崇马斯克的颠覆式创新思维认为制造业应该学习第一性原理可我觉得国内制造目前需要的不是颠覆和创新而是需要产业升级,品质升级,工艺升级就像这个离心泵开式叶轮叶轮质量是衡量离心泵是否合格的重要部件,而且制造成本很高也许只需要多一道工艺立马就能实现品质升级我们看下叶轮没抛光前上面很多很深的纹路提高其
-

用国产零配件不丢脸!今天的国产零件已经今非昔比了!其实我们现在并不差!
信息标签: 2023-07-19
以前国内企业做了很多零配件低价出到国外国外高价再卖回来100元卖给贸易商国外550元卖回国内很多人就觉得进口的就是好!早些年提到中国制造很多人会和质量不好划上等号以前的时候确实是这样就像我手上这个通讯小零件以前像这样的小零件内孔毛刺也是人工简单处理下差不多就行了!可是现在不一样了!每个小零件不仅要进行去毛刺
-
是不是万物皆可磨粒流?
信息标签: 2023-07-18
最近有很多人问我:是不是万物皆可磨粒流?让我带大家参观一下我们所做过的一些样品跟展示例如这个产品是燃油汽车的喷油器座这个产品客户机加工之后呢有交叉孔的毛刺比较难搞我们主要加工是交叉孔的毛刺这个产品也是近两年比较火的医疗上的产品我们手术会用到的一个东西这是模具冲头冲混合器的这个是客户是镜面放电的放电之后
-
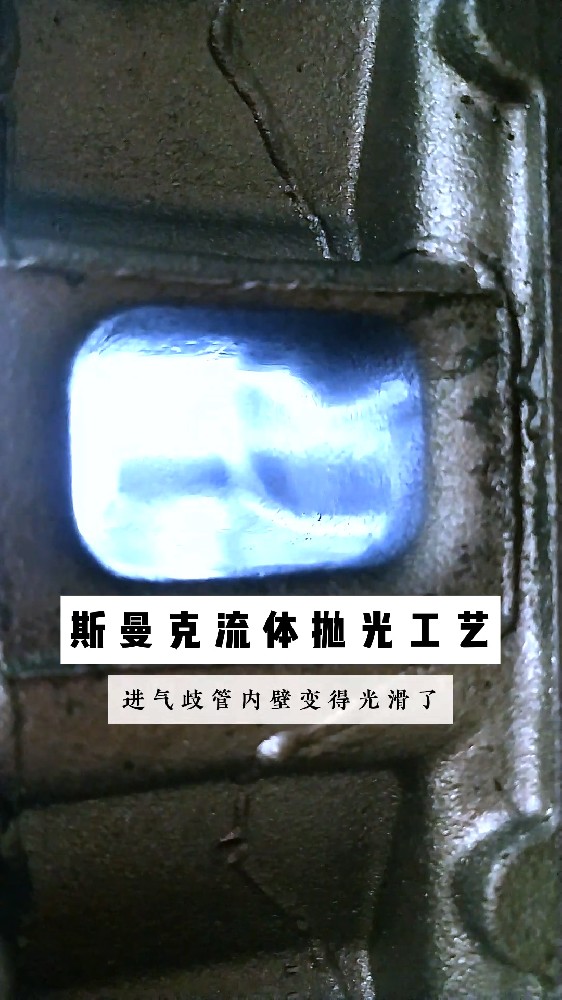
你知道跑车发动机进气歧管是如何打磨的吗?
信息标签: 2023-07-17
你知道跑车发动机进气歧管是如何打磨的吗?为啥要打磨进气歧管内部呢?就是一个分配空气的管子还有啥特殊功能不成?特殊功能倒是没有但打磨进气歧管可以说是压榨马力的一种手段同时进气歧管内壁如果不光滑会造成引擎控制失调,影响刹车功能进气歧管都是采用铸造翻磨而成,内壁粗糙铸模线明显,直接影响进气效率和气流顺畅性而采用
-

磨削之研磨抛光、磨粒流与珩磨的区别
信息标签: 2023-04-13
磨削之研磨抛光、磨粒流与珩磨的区别1、磨粒流工艺磨料流加工(AFM)工艺是理想的抛光和去毛刺方法,特别是对于复杂的内部形状和有挑战的表面加工要求。磨粒流加工技术(Abrasive Flow Machining,AFM)又称为挤压珩磨技术,起源于20世纪60年代,是一种区别于传统机械加工的光整加工方法。利用具有一定黏性的流动磨料介质,在
-

新能源汽车充电桩铜插孔细缝去毛刺,磨粒流抛光设备能做吗?
信息标签: 2023-02-03
电动汽车充电桩的铜插孔,因为插拔频繁,所以内壁不能有毛刺,否则一定会划伤插针,磨损非常严重。所以铜插孔在加工成型后,必须要针对细缝处做去毛刺处理,目前大部分生产厂家还是采用人工去毛刺,但是近年来随着充电桩铺设速度越来越快,越来越广,人工去毛刺的效率很难满足快速增长的市场需求。所以我们今天来看一下,这
-

通过磨粒流抛光工艺扩孔可行吗?模具孔径做小了1.5个丝
信息标签: 2023-01-29
通过磨粒流抛光扩孔可行吗?最近我还真试了一下这个方案,客户的一块模具孔径做小了1.5个丝,同时孔数比较多,一块模具上有100多个孔,如果再用慢走丝割一遍,成本比较高,而且效率也比较低。所以想试试通过抛光的方式,同时完成扩孔。这个方案当然是可行的,因为无论怎么抛光都会产生去除量,磨粒流抛光作为孔内抛光的一种
-

镜面放电后的模具内齿抛光,用磨粒流去毛刺设备可靠吗?
信息标签: 2023-01-03
该模具是用于制作塑料齿轮的,通过镜面放电加工,加工后粗糙度为0.4,那么这种模具内齿面抛光,用磨粒流能抛光到0.1以下吗?这种内齿其实很适合磨粒流来抛光,当然抛光前我们需要做一个工装,将密封圈位置保护好,防止倒角。如果说抛光前通过镜面放电将粗糙度做到了0.4,磨粒流抛光到0.1是没问题的。如果镜面放电到0.16的粗
-

数控加工后的小孔,可以用磨粒流抛光成镜面吗?
信息标签: 2022-12-29
数控加工后的小孔,可以用磨粒流抛光成镜面吗?我们来好好说一下这个。一般来讲,即使你用新的刀具,好的机床,在高转速下,做出来的孔内粗糙度,也就是0.8左右。但是刀具经过一段时间使用后,会有磨损,内壁粗糙度会逐渐走到1.2以上,有些差的甚至会走到3.2以上。这种粗糙度用磨粒流是不能直接抛光到镜面的。因为这种粗糙度
-

热流道磨粒流抛光后,内壁刀纹的变化!
信息标签: 2022-12-28
这是一块医疗注塑件的热流道分流板,1出16的,尺寸比较大。3年前抛光的热流道,主要是给印度和欧美,现在,主要是给国内了。热流道分流板抛光的目的是,去除内壁的刀纹,如果是用过的分流板,做过碳化处理后还可以抛光,去除氧化层和清理积碳,延长使用寿命。热流道分流板的抛光,使用的是热流道专用磨粒流抛光设备,高压高

