
18115559859
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 关于冒用斯曼克品牌严正声明 2025-05-21
- 磨粒流去毛刺设备 2025-04-30
- 磨粒流抛光机-让抛光效率翻倍 2025-04-30
- 镜面喷射技术-工件表面抛光一站式解决··· 2025-04-30
- 镜面喷射抛光——不锈钢金属模具一抛及··· 2025-04-30
- 彰显女性风采,铸就企业辉煌——庆祝三··· 2025-03-10
- 镜面抛光机多少钱一台?了解价格与选择··· 2025-02-17
- 内孔如何抛光到镜面效果?掌握这几个步··· 2025-02-17
- 镜面抛光机:提升产品品质的秘密武器 2025-02-17
- 复杂金属表面抛光技术难点,突破创新的··· 2025-02-17
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
近年来,金属打印产品越来越多地参与到实际应用中来,如航天航空,医疗器械、精密机械等领域。落地到实际应用中的增材产品,不再是一个展示模型,必须要遵循相应的产品标准,其中就包括表面粗糙度的标准,尤其是一些需要过油过水过气的内孔流道,对粗糙度的要求会更加严格。
目前金属打印内孔流道的抛光方案,分物理方式和化学方式两种,但化学抛光目前应用范围比较狭窄,只能针对特定的材质,只能整体去除,而去除效果并不十分明显,所以,物理抛光仍然是金属打印内孔抛光的主流方案。,而金属打印的内孔流道大多为弯曲孔道、异型孔道,或是更为复杂的孔道类型,针对这种弯曲孔、异型孔,基本上只能选择斯曼克磨粒流工艺进行抛光。
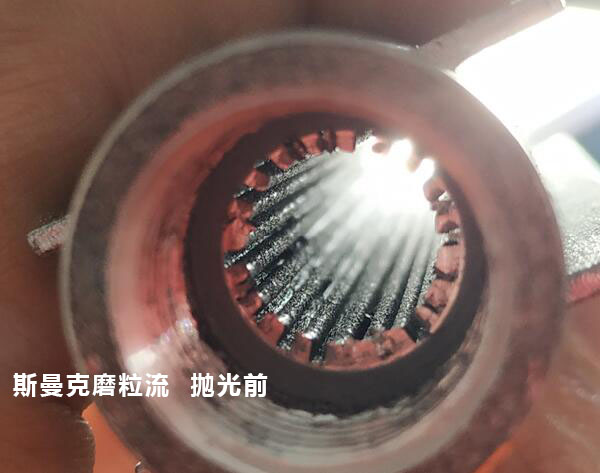
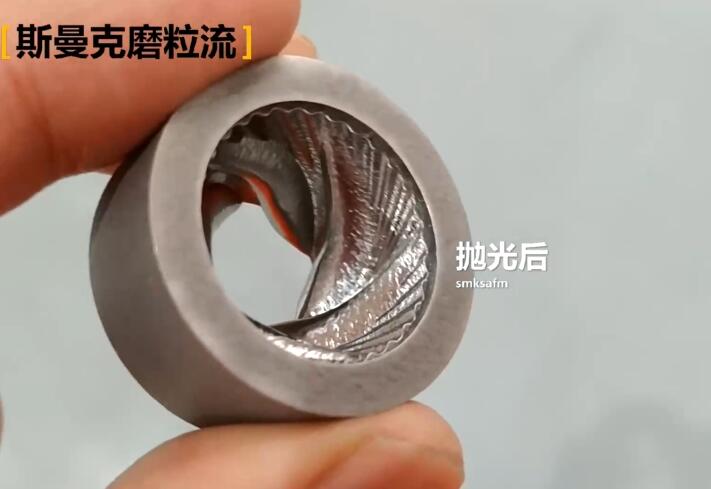
通过软性磨料的挤压研磨,将孔道内壁抛光至顺滑状态,去除金属熔渣及粗糙颗粒。

但磨粒流抛光不是万能的,这是一种基于压力而产生摩擦切削力的抛光方式,如果将流道的进口和出口设计的特别小,而内腔中部特别大,那么磨料进入内腔后必然会失去压力,就不会产生抛光效果。,还有些打印件将孔道直径设计的特别小,甚至小于0.5毫米,但打印的粗糙度又特别差,经常导致堵孔或半堵孔状态,这时候也不可能抛光出效果。

同样,如果将流道的线路设计的过于复杂,过多的180°弯道,并且壁壳又很薄,那么磨料在多次遇阻后,一定会减少切削力。这个时候如果盲目地加大挤入压力,那么薄壁工件就会有破壁的风险。
以上这些例子,正是为了告诉大家,金属3D打印产品有其特殊性,其粗糙的内外表面形态,是我们必须要正视的问题。
为了让金属打印产品能够实际落地应用,就必须要将后期抛光处理问题,纳入到图纸设计的考量标准中来,否则,设计的再好,也只能束之高阁。
 ,
,

