
18115559859
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 精准高效,去毛刺抛光机引领工业加工新··· 2025-06-16
- 流体抛光设备——实现表面完美光洁的技··· 2025-06-16
- 探索镜面抛光机的奇迹:让表面光滑如镜··· 2025-06-16
- 喷砂机的魅力:表面处理工艺的完美选择 2025-06-16
- 镜面喷砂机:可用于半导体零部件精密表··· 2025-06-04
- 关于冒用斯曼克品牌严正声明 2025-05-21
- 磨粒流去毛刺设备 2025-04-30
- 磨粒流抛光机-让抛光效率翻倍 2025-04-30
- 镜面喷射技术-工件表面抛光一站式解决··· 2025-04-30
- 镜面喷射抛光——不锈钢金属模具一抛及··· 2025-04-30
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
访问量 :
2288
编辑时间: 2022-11-02 10:00:26
磨粒流,内壁抛光
像一些齿轮模具,花键模具,内壁结构复杂,人工抛光速度非常慢,使用磨粒流抛光当然是一个非常好的选择。当然,若想用磨粒流将这类模具内壁抛光到镜面,会有一些前置条件,我们来逐一说明一下。
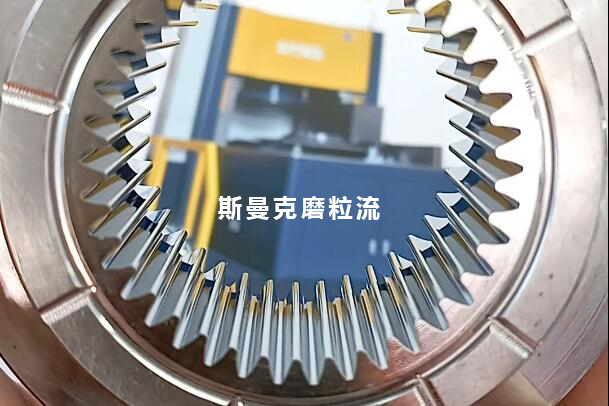
首先,此类模具精度较高,公差要求通常在1.5丝以内,所以若要做镜面抛光,加工的时候需慢走丝割一修三以上,这样内壁金属表面纹路就会非常细,没有那种比较深的麻点,磨粒流只需要2分钟以内的时间,就能完成镜面抛光,去除量不会超过丝,一般是在5um左右。如果是中走丝或快走丝割的,虽然可以抛光滑,但是达不到镜面,而且去除量也会更大。

如果模具哪一面的刃口不能倒圆角,需要提前说明,可以让磨料以单向进出的方式挤压研磨,因为双向研磨肯定是两面都会有圆角。不过如果提前留余量,也可以在抛光后,将圆角切掉或磨掉,目前大部分的客户都会采用这个解决方案。如果不在乎圆角,那肯定使用双向往复式磨粒流抛光更快一点,效果也会更好。
基本上99%的异型孔模具内壁抛光时,如果使用磨粒流工艺的话,都会遵循以上原则。当然有些铝挤压模具,要求不会像其他的模具那么高,公差要求也更低,这个时候就不用考虑太多的因素,只管抛就可以了。
目前我们抛光模具这块,虽然以设备为主,但也可以接外协加工,因为模具的量毕竟没有那么大,除了少数大厂,大部分做模具的一个月也只有几十块而已,不需要买设备,只要把模具寄给我们,标注好抛光要求就可以了。

