
18115559859
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 关于冒用斯曼克品牌严正声明 2025-05-21
- 磨粒流去毛刺设备 2025-04-30
- 磨粒流抛光机-让抛光效率翻倍 2025-04-30
- 镜面喷射技术-工件表面抛光一站式解决··· 2025-04-30
- 镜面喷射抛光——不锈钢金属模具一抛及··· 2025-04-30
- 彰显女性风采,铸就企业辉煌——庆祝三··· 2025-03-10
- 镜面抛光机多少钱一台?了解价格与选择··· 2025-02-17
- 内孔如何抛光到镜面效果?掌握这几个步··· 2025-02-17
- 镜面抛光机:提升产品品质的秘密武器 2025-02-17
- 复杂金属表面抛光技术难点,突破创新的··· 2025-02-17
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
毛刺,在金属加工过程中无处不在。不论你采用多么先进的精密设备,它都会伴随加工过程一起产生。主要是材料的塑性变形而在被加工材料加工边缘生成的一种多余的铁屑,尤其是延展性或者韧性较好的材质,特别容易出现毛刺。
毛刺类型主要有飞边毛刺、尖角毛刺、飞溅等不符合产品设计要求的一种突出的多余的金属残余部分。对于这个问题,到目前为止还没有一种有效的方法能够在生产过程中将其完全杜绝,所以为了保证产品的设计要求,工程师们就会在后道的去除方面下功夫,到目前为止针对不同产品不同的去除毛刺的方法和设备已经有很多种了。
一般情况下, 可将去除毛刺的方法分为四大类:
1. 粗级(硬接触)
属于这一类的有切削、磨削、锉刀及刮刀加工等。
2. 普通级(柔软接触)
属于这一类的有砂带磨、研磨、弹性砂轮磨削及抛光等。
3. 精密级(柔性接触)
属于这一类的有冲洗加工、电化学加工、电解磨削及滚动加工等。
4. 超精密级(精密接触)
属于这一类的有磨粒流去毛刺、磁力研磨去毛刺、电解去毛刺、热能去毛刺以及密镭强力超声波去毛刺等, 这类去毛刺方法可获得足够的零件加工精度。
当我们在选择去毛刺方法时,要考虑多方面的因素,例如零件材料特性、结构形状、尺寸的大小和精密程度,尤其要注意表面粗糙度、尺寸公差、变形以及残余应力等变化。
目前,去毛刺工艺和机器设备比较多,有的适合去除边缘毛刺,有的适合去除不规则表面毛刺,有的适合去除内孔、交叉孔毛刺,有的适合微细孔毛刺。
现将这些去毛刺工艺整理成表格,让大家可以非常清楚地选择适合自己的去毛刺工艺:
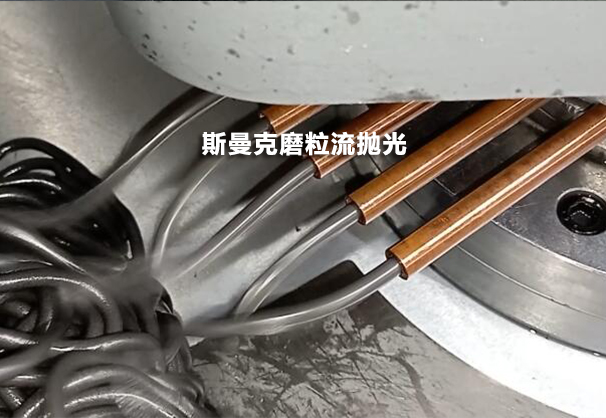
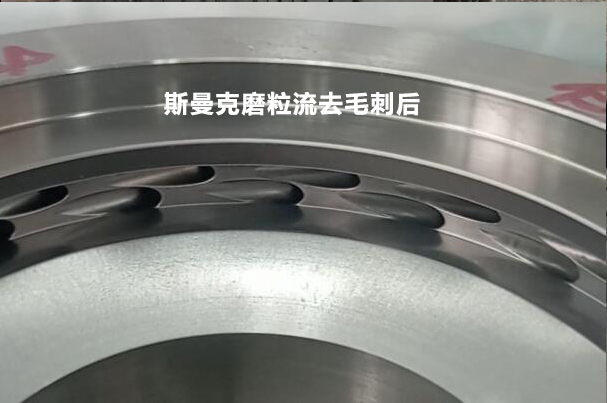
磨粒流工艺应用于抛光去毛刺已经是非常常见的加工方式了,磨粒流去毛刺又称挤压衍磨加工,它是70年代初发展起来的一种新的光整加工工艺。发展至今,在航天,军事,医疗,汽车零部件,模具等行业都有了很普遍的应用。
磨粒流工艺 磨粒流:又称流体抛光,是指一种抛光去毛刺工艺,又称为流体抛光,或挤压研磨抛光,主要针对内孔、微细孔、不规则形状、球面曲面、齿轮等,磨料流加工技术是将磨粒包裹在高分子材料中作为磨料,施加压力使其流经工件表面并对表面进行挤压、刮削等微量去除材料的表面光整加工技术,具有流动性好、自适应性强等工艺特点 使用磨粒流抛光去毛刺工艺,冶具夹持工件后,以上下往复挤压方式使磨料流经加工件表面、交叉孔或端角依需求进行去毛边、抛光或倒角加工,可依时间及流量计算机控制,达到全自动、经济高效率抛光,其抛光痕迹和工件使用的方向一致,因此具有同方向性加工特点。

磨粒流工艺抛光去毛刺设备三要素
(1)磨粒流机床,为磨料的流动提供动力
(2)研磨料,根据工件的加工要求可以分为两种,一种是半固态高分子磨料,一种是液态悬浮磨料,磨料是磨粒流工艺的核心技术,可以根据工件的材质,加工要求来定制粘度,粒度,磨料比重。
(3)夹具,常规夹具用于固定工件,磨粒流的夹具不仅要保障工件定位,还要考虑到对工件进行限流,制造磨粒流动的通道,还不能夹伤工件,对于不同材质的工件,也要使用相应的材质,是磨粒流工艺加工的核心工艺之一。
磨粒流工艺抛光去毛刺的工艺特点:
1. 去毛刺均匀,统一性好
2. 磨粒流机床操作简单,性能稳定。
3.磨粒流加工屑光整加工,一般仅去除微量金属,不仅加工均匀,具有较高的重复精度,而且由于磨粒流介质的弹性,磨粒在产生切削作用的同时,还对加工表面产生挤压作用,从而可以获得高的表面质量,均匀地去除前工序留下的表面缺陷层。
4.一次加工同时完成去毛刺,倒圆和抛光,保证转接过渡平滑,有利于提高零件疲劳性能。
5.加工通用性强,不受零件,尺寸,材料的限制。
1、人工去毛刺
这个也是一般企业普遍采用的方式,采用锉刀、砂纸、磨头等作为辅助工具。锉刀有人工锉刀和气动错动。
简评:人工成本较b,效率不是很高,且对复杂的交叉孔很难去除。对工人技术要求不是很高,适用毛刺小,产品结构简单的产品。
2、冲模去毛刺
采用制作冲模配合冲进行去毛刺。
简评:需要一定的冲模(粗模+精冲模)制作费,可能还需要制作整形模。适合分型面较简单的产品,效率及去毛刺效果比人工佳。
3、研磨去毛刺
此类去毛刺包含振动、喷砂、滚筒等方式,目前企业采用较多。
简评:存在去除不是很干净的问题,可能需要后续人工处理残余毛刺或者配合其他方式去毛刺。适合批量较大的小产品。
4、冷冻去毛刺
利用降温使毛刺迅速脆化,然后喷射弹丸去除毛刺。
简评:设备价格大概在二三十万;
适合毛刺壁厚较小且产品也较小的产品。
5、热爆去毛刺
也叫热能去毛刺、爆炸去毛刺。通过将一些易<气体,通入到一个设备炉中,然后通过一些介质及条件的作用,让气体瞬间爆炸,利用爆炸产生的能量来溶解去除毛刺。
简评:设备昂贵(上百万价格),操作技术要求高,效率低,副作用(生锈、变形);主要运用在一些高精密的零部件领域,如汽车航天等精密零部件。
6、雕刻机去毛刺
简评:设备价格不是很贵(几万),适用于空间结构简单,所需去毛刺位置简单有规律。
7、化学去毛刺
用电化学反应原理,对金属材料制成的零件自动地、有选择地完成去毛刺作业。
简评:适用于难于t除的内部毛刺,适合泵体、阀体等产品细小毛刺(厚度小于7丝)。
8、电解去毛刺
利用电解作用去除金属零件毛刺的一种电解加工方法。
简评:电解液有一定腐蚀性,零件毛刺的附近也受到电解作用,表面会失去原有光泽,甚至影响尺寸精度,工件去毛刺后应经过清洗和防锈处理。
电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件s毛刺,生产效率高,去毛刺时间一般只需几秒至几十秒。适用于齿轮、连杆、阀体和曲轴油路孔口等去毛刺,以及尖角倒圆等。
9、高压水喷射去毛刺
s以水为媒介,利用它的瞬间冲击力来去除加工后产生的毛刺和飞边,同时可达到清洗的目的。
简评:设备昂贵,主要用于汽车的心脏部位和工程机械的液压控制系统。
10、超声波去毛刺
超声波产生瞬间高压去除毛刺。
简评:主要针对一些微观毛刺,一般如果毛刺需要用显微镜来观察的话,就都可以尝试用超声波的方法去除。
当然,也有一些专门行业的专用去毛刺工艺,因为不具有普适性,在这里就不一一细数了。

