
18115559859
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 关于冒用斯曼克品牌严正声明 2025-05-21
- 磨粒流去毛刺设备 2025-04-30
- 磨粒流抛光机-让抛光效率翻倍 2025-04-30
- 镜面喷射技术-工件表面抛光一站式解决··· 2025-04-30
- 镜面喷射抛光——不锈钢金属模具一抛及··· 2025-04-30
- 彰显女性风采,铸就企业辉煌——庆祝三··· 2025-03-10
- 镜面抛光机多少钱一台?了解价格与选择··· 2025-02-17
- 内孔如何抛光到镜面效果?掌握这几个步··· 2025-02-17
- 镜面抛光机:提升产品品质的秘密武器 2025-02-17
- 复杂金属表面抛光技术难点,突破创新的··· 2025-02-17
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
增材制造技术是制造业信息化、数字化、智能化的重要组成内容,而电弧增材技术在铝合金成形中具有较好的应用优势。从金属增材制造技术分类、发展历程、标准规范、技术原理等方面,对比分析了不同增材制造技术的优势与局限。特别介绍了以冷金属过渡技术为代表的电弧增材技术,讨论了电弧增材技术的自身优势与局限性,及其应用于铝合金结构件一体化制造的优势。从成形工艺、气孔缺陷、强韧化技术等多方面综述了国内外铝合金电弧增材技术的研究发展,介绍了目前国内外在铝合金电弧增材制造方向的研究工作以及遇到的主要问题,重点分析了铝合金电弧增材制造样品强韧化方法与效果,介绍了国内外的相关优秀案例。最后总结了未来铝合金电弧增材制造技术需要着重解决的问题与方向,包括原材料质量问题、几何精度问题、气孔、热裂纹和残余应力问题、组织和力学性能问题。
零件的制造方式经历了等材、减材到增材三个阶段,增材制造技术的出现为传统制造技术的发展提供了新的途径,增材制造技术(AdditiveManufac‐turing,AM)是自20世纪80年代末的快速成形技术发展而来的一种集材料、结构、功能于一体的先进数字化制造技术。增材制造技术是制造业信息化、数字化、智能化的重要组成内容,推动了制造模式从单一形式大批量生产到小批量个性化定制的过渡转变,在航空航天、太空打印、人体器官等诸多领域有着广阔的应用空间。
金属增材制造技术被行业认为是最具难度的前沿发展方向,也是最直接可服务于装备制造业的成形技术。金属增材制造可以实现传统制造方法难以实现的高度复杂金属构件直接制造,如金属假体、航空航天复杂结构等的直接应用。近30年来高校、科研院所、工业界的研究者们围绕金属增材制造所涉及的材料、工艺、过程模拟、应力变形控制、缺陷分析及后处理等诸多方面开展了大量研究。美国材料与实验协会(ASTM)委员会于2012年1月颁布了增材制造技术标准用语ASTM F2792—12,将金属增材制造技术分为粉末床熔融(Powder Bed Fusion,PBF)和直接能量沉积(Directed Energy Deposition,DED)两大类。后来国际标准化组织(ISO)与ASTM合作定制了ISO/ASTM52900:2015标准,标准继续使用ASTMF2792—12的术语,图1详细列出了典型金属增材制造技术,PBF技术包括选择性激光熔化(Selective Laser Melting,SLM)、电子束选区熔化(Electron Beam Melting,EBM)、直接激光烧结(Direct Metal Laser Sintering,DMLS)、选择性激光烧结(Selective Laser Sintering,SLS)四种。DED技术根据原材料不同分为同步送粉和同步送丝两种方式,激光近净成形(Laser Engineered Net Shaping,LENS)是最典型的同步送粉成形方式。同步送丝包括电子束熔丝沉积成形(Electron Beam Freeform Fabrication,EBFF)、激光熔丝增材制造(Laser Wire Additive Manufacturing,LWAM)和电弧增材制造(Wire and Arc Additive Manufacturing,WAAM)三种。基于粘接剂的喷射成形(Binder Jetting,BJ)和超声固相连接增材制造(Ultrasonic additive manufacturing,UAM)被认为是间接金属增材制造技术。
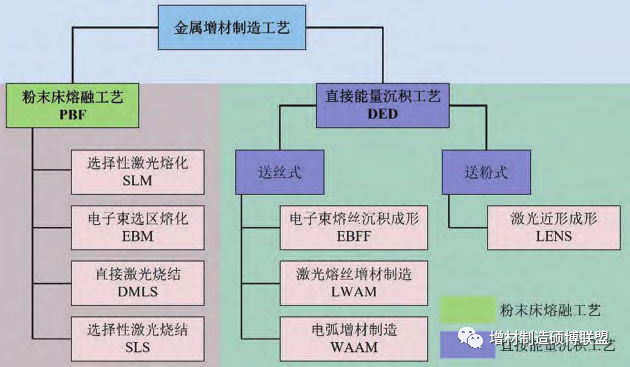
金属增材制造技术分类
不同的金属增材制造技术有着其自身独有的特点。基于PBF原理的增材制造技术成形粉末尺寸小,激光或电子束能量源可以实现熔化和凝固过程的调控,从而保证高尺寸精度,但是制造周期长、设备和材料成本高。与之相反,基于DED原理的送粉式增材制造技术,因其采用粉末为原料,需要特殊气氛保护,粉末利用率低,设备成本昂贵,难以实现复杂构件制造。基于DED原理的熔丝增材制造成形过程中具有大熔池和层厚的特点,可快速实现大尺寸构件制造,但熔丝增材制造的成形件表面粗糙,需要后续机加工以保证表面质量。
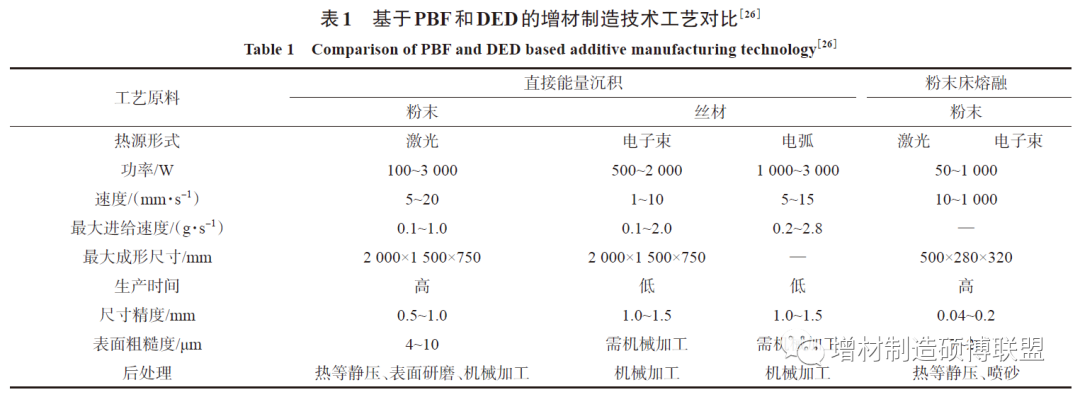
基于PBF和DED增材制造工艺的特点对比如表1所示。SLM最小壁厚可以达到80μm,最佳表面粗糙度可到Ra5以内。但该技术成形效率低,一般小于20cm3/h,设备成本昂贵,成形尺寸受加工设备限制,目前SLM设备最大成形体积小于0.1m3。EBM设备因成形仓需真空环境,最大成形体积小于0.03m3,成形效率也小于80cm3/h。这两种PBF设备只适用于小尺寸高度复杂构件的制造,难以实现大尺寸金属结构的直接制造。LENS成形过程中随着激光功率、光斑大小、扫描速度等工艺参数的变化,其最大成形效率可达300cm3/h,层厚可控制在40μm~1mm之间。与LENS技术相比,熔丝增材制造技术层厚可达毫米量级,成形效率高,可达2500cm3/h,设备成本低,材料利用率大于90%,适合制造大型中等复杂程度近终构件的制造。工程应用中增材制造技术的选用与零部件尺寸、复杂程度、性能、周期及成本都息息相关,相比传统加工制造技术,目前大部分的金属增材制造零部件都需要一定的后处理,包括热处理、去毛刺、部分精加工。
随着航空航天、国防领域的零部件向着高性能、低成本、长寿命、轻量化方面发展,典型特构件越来越多地采用整体结构,零件趋于轻量一体化制造,这大大推动了轻质合金在这些领域的应用。钛合金和铝合金是航空航天领域应用最广泛的轻质合金,其制造技术也是衡量金属增材制造技术水平优劣的重要参考。铝合金是目前全球应用率仅次于钢的金属材料,铝合金具有密度轻、弹性好、比刚度和比强度高、耐磨性和耐腐蚀性优、导电导热性好等优点,因此铝合金增材制造技术受到越来越多研究学者的关注。但是由于铝合金具有较高的激光反射率和热导率,合金化程度高,结晶范围广,氧化、球化现象严重,在激光和电子束增材成形过程存在热裂倾向、元素烧损和蒸发,成形过程形成大量孔隙和夹杂,成形稳定性和可重复性低的诸多问题,限制了激光和电子束增材制造铝合金的工程应用。

